隨著航空航天技術(shù)的不斷發(fā)展,對飛行器性能的要求越來越高。伴隨其性能的提高,必然研制并應(yīng)用物理力學(xué)性能優(yōu)異的新材料。這些新材料,如鈦合金、Ni基高溫合金、高強(qiáng)度鋼超高強(qiáng)度鋼以及復(fù)合材料均屬難加工材料和很難加工材料,它們的切削加工性很差,特別是小孔精密攻絲更困難。主要表現(xiàn)為攻絲扭矩大、切削溫度高、刀齒磨損快、易崩齒甚至折斷。絲錐的折斷往往造成零件報(bào)廢,大大降低了生產(chǎn)效率、增加了制造成本。攻絲試驗(yàn)證明,振動攻絲是解決各種難加工材料高效精密攻絲※理想的工藝方法[1-2]。但它需要有專用的振動攻絲裝置,生產(chǎn)現(xiàn)場使用時(shí)受到一定限制,或者說振動攻絲時(shí)零件上的攻絲部位是有一定要求的,故推廣使用難度較大。※便捷的方法還是采用絲錐來攻絲。解決辦法有兩個(gè):一是進(jìn)口國外絲錐,二是靠經(jīng)驗(yàn)豐富的技術(shù)工人修磨現(xiàn)有絲錐。前者要花費(fèi)大量外匯,因國外這些特殊絲錐價(jià)格昂貴;后者根本無法滿足批量生產(chǎn)的需求。因此研制并采用新型絲錐已刻不容緩,成了當(dāng)務(wù)之急。
除此之外,適當(dāng)加大底孔直徑對難加工材料攻絲也是非常重要的,因?yàn)楹芏嚯y加工材料在切削寬度方向上會產(chǎn)生切削變形,即有“脹牙”現(xiàn)象,用正常的底孔往往會使絲錐底徑參加工作,造成扭矩過大使絲錐刀齒損壞或折斷。但對不同精度和尺寸的螺紋,底孔加大量不同:
進(jìn)口絲錐剖析
在難加工材料上國外進(jìn)口絲錐攻絲高效、好用有以下3點(diǎn)原因:
(1)絲錐結(jié)構(gòu)參數(shù)實(shí)現(xiàn)了專用化,即針對不同工件材料的物理力學(xué)性能及切削加工特點(diǎn)作了專用化設(shè)計(jì)以適應(yīng)不同材料攻絲的需要;
(2)選用了高性能的高速鋼并進(jìn)行涂層;
(3)選用了適宜攻絲加工的高性能冷卻潤滑劑。
標(biāo)準(zhǔn)絲錐修磨
國內(nèi)絲錐多為通用結(jié)構(gòu),在各種材料上攻絲均用同一參數(shù)的絲錐,對普通材料適用,而用于這些難加工材料上的結(jié)構(gòu)參數(shù)(前角、后角、切削錐角等)顯得不盡合理。有經(jīng)驗(yàn)的技術(shù)工人可根據(jù)經(jīng)驗(yàn)對其進(jìn)行改進(jìn)修磨。如:攻鈦合金時(shí),在絲錐校準(zhǔn)部刀齒留刃帶ba=0.2~0.3mm后,再加大后角使其af =20°~30°;在保留原校準(zhǔn)齒2~3扣后,加大倒錐至0.16~0.3mm/100mm[4]。
新型絲錐
新型絲錐主要有涂層絲錐、跳齒( 牙) 絲錐和修正齒絲錐。
1 涂層絲錐
涂層絲錐即用物理氣相沉積PVD(Physical Vapor Deposition)法在高速鋼絲錐表面上涂2~5μm 的硬質(zhì)涂層(主要有金黃色的TiN 涂層、紫紅色的TiAlN 涂層、黑灰色的TiCN等;也有采用軟硬復(fù)合涂層的,即絲錐溝槽處涂MoS2 或WS2 軟涂層,切削刃部涂硬質(zhì)層)。它們可減小與工件材料間的摩擦系數(shù),防止粘結(jié),減小攻絲扭矩,提高絲錐的耐磨性。目前使用較多的是TiN 涂層。
2 跳齒絲錐
跳齒絲錐也稱跳牙絲錐,它是通過改變切削層的厚度與寬度的比例關(guān)系,即減小切削層寬度、增大切削層厚度,從而利用切削力的尺寸效應(yīng)減小單位面積切削力,在每齒切削面積不變的情況下使總切削力減小,使得切削扭矩得到了減小,從而提高了絲錐攻絲的可靠性。
跳齒方式可有不同的組合:即切削齒部分沿螺旋線相間保留去除一刀齒,校準(zhǔn)齒不變;切削齒保留不變,只校準(zhǔn)齒部分沿螺旋線相間保留去除一刀齒;切削齒與校準(zhǔn)齒兩部分均沿螺旋線相間去除保留(見圖1)。
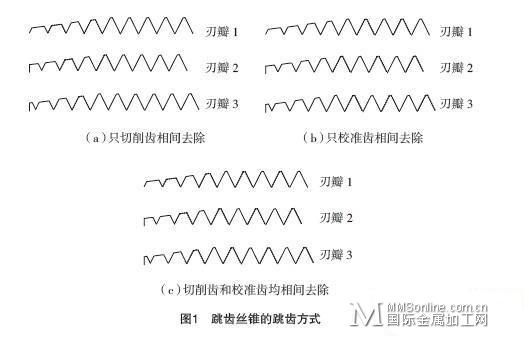
用圖1(b)所示方式的跳齒絲錐M6 在鈦合金TC4上攻絲時(shí)有較明顯效果,干攻時(shí)的攻絲扭矩只是標(biāo)準(zhǔn)絲錐的45%左右,切削溫度只是標(biāo)準(zhǔn)絲錐的68%[5]。在Ni 基高溫合金材料上攻絲時(shí)攻絲扭矩只是標(biāo)準(zhǔn)絲錐的60%左右[6] ;而對于高強(qiáng)度超高強(qiáng)度鋼,因抗拉強(qiáng)度太大,如用同一結(jié)構(gòu)參數(shù)(切削錐角、倒錐、前后角等)的跳齒絲錐效果不盡如人意。
3 修正齒絲錐
修正齒絲錐,是指齒形角修正了的絲錐。為測量方便,生產(chǎn)中齒形角常修正為55°, 也就是采用齒形角a0 =55°的絲錐,在滿足倒錐度tanδ = tanκr(tan(α1/2)con(α0/2) ? 1) 的情況下,可攻制出齒形角a1 =60°的標(biāo)準(zhǔn)三角形螺紋。修正齒絲錐的切削圖形屬分層式中的漸成式,而標(biāo)準(zhǔn)絲錐的切削圖形屬分層式中的成形式或稱同廓式(圖2)。
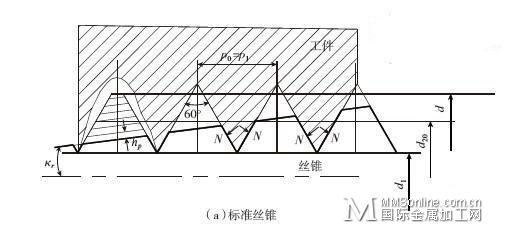
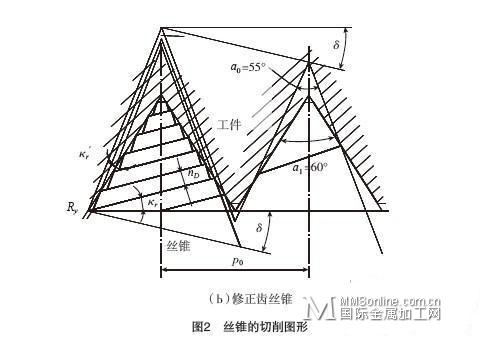
由于標(biāo)準(zhǔn)絲錐采用的切削圖形是成形式,即絲錐刀齒的形狀與被攻螺紋的形狀是完全相同的,每個(gè)刀齒的齒頂和齒側(cè)均參加切削,齒側(cè)除了與正在被切的那層金屬接觸之外,還與已被切完了的螺紋側(cè)面相接觸,摩擦嚴(yán)重,對小尺寸的絲錐齒側(cè)又不鏟磨,即無側(cè)刃后角,摩擦就更嚴(yán)重了。如攻TC4這樣彈性回復(fù)嚴(yán)重的材料時(shí),絲錐齒側(cè)就會被“抱住”,由于摩擦扭矩大使其攻絲無法進(jìn)行。
修正齒絲錐采用的切削圖形為漸成式,絲錐刀齒的齒側(cè)只與正在被切的那層材料接觸,而與已切完的螺紋側(cè)面形成了κr′= 2°30′的副偏角,從而大大減小了摩擦接觸面積,加之它的倒錐度大,故大大減小了摩擦扭矩,特別適宜彈性回復(fù)較大材料TC4的攻絲。
攻絲試驗(yàn)證明,攻M6螺紋時(shí),用修正齒絲錐干攻時(shí)的攻絲扭矩和切削溫度只為標(biāo)準(zhǔn)絲錐的30%[5]。
4 絲錐參數(shù)化研究
由于各種難加工材料本身的物理力學(xué)性能差異很大,所用修正齒絲錐的結(jié)構(gòu)參數(shù)(切削錐角κr、倒錐度δ、校準(zhǔn)部長度)和幾何參數(shù)(前角、后角)也不應(yīng)相同,即參數(shù)必須專用化,否則也不一定會取得好效果。
為此,我們對5種物理力學(xué)性能有很大差異的航空航天常用難加工材料進(jìn)行了修正齒絲錐結(jié)構(gòu)參數(shù)化的試驗(yàn)研究,取得了滿意的效果。這5種難加工材料的化學(xué)成分組成及物理力學(xué)性能見表1。

試驗(yàn)用M8修正齒絲錐的結(jié)構(gòu)參數(shù)及代號見表2。

4.1 鈦合金(TC4——Ti6Al4V)
鈦合金具有密度小(約為4.5g/cm2),強(qiáng)度高,能耐各種酸、堿、海水、大氣等介質(zhì)的腐蝕等一系列優(yōu)良的物理力學(xué)性能,因此在航空、航天、艦艇、化工、石油、冶金、醫(yī)療器械工業(yè)中得到了越來越廣泛的應(yīng)用。如:飛機(jī)機(jī)身構(gòu)件、起落架、支撐梁、發(fā)動機(jī)壓氣機(jī)盤、葉片與接頭、隔熱板、機(jī)尾罩、減速板、襟翼滑軌、骨架、蒙皮及緊固件等。
航天器上的承力構(gòu)件、框架、氣瓶、壓力容器、渦輪泵殼、固體火箭發(fā)動機(jī)殼體及噴管等零部件。兵器工業(yè)中的火炮制退器、多用途導(dǎo)彈上的形狀復(fù)雜構(gòu)件;艦艇上的重要結(jié)構(gòu)件。
因其彈性回復(fù)大、導(dǎo)熱性差,攻絲非常困難,κr = 5°~7°30′的修正齒絲錐是其攻絲的有效工具。
用M8 標(biāo)準(zhǔn)絲錐和κr =7°30′,5°(3#, 1#)的修正齒絲錐進(jìn)行了手動與機(jī)動干式攻絲試驗(yàn),扭矩記錄曲線如圖3所示。
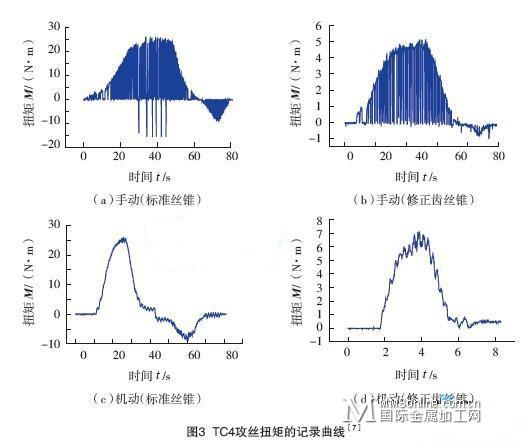
不難看出:(1)標(biāo)準(zhǔn)絲錐攻絲時(shí)的總扭矩M 約為24N·m,而修正齒絲錐的M 只為5 N·m,約是標(biāo)準(zhǔn)絲錐的21% 左右;(2)標(biāo)準(zhǔn)絲錐攻絲時(shí)摩擦扭矩Mf 約占總扭矩M 的30%~40%,而用修正齒絲錐時(shí),Mf 只是M 的16% 左右;修正齒絲錐較好地解決了回彈大材料摩擦扭矩問題。
另外,用標(biāo)準(zhǔn)絲錐時(shí)的切削溫度θ可達(dá)360℃(vc =1.3m/min),用修正齒絲錐時(shí)θ只有120℃,當(dāng)vc = 8m/min時(shí)才達(dá)270℃ [7]。
4.2 鎳基高溫合金(GH4169)
鎳基高溫合金是多組元的復(fù)雜合金,具有優(yōu)良的熱強(qiáng)性能、熱穩(wěn)定性能及熱疲勞性能,可在650℃以上的高溫氧化氣氛及燃?xì)飧g條件下工作,是各種渦輪發(fā)動機(jī)(飛機(jī)發(fā)動機(jī)、艦艇發(fā)動機(jī)、電站發(fā)動機(jī)、宇航飛行器及火箭發(fā)動機(jī))耐熱零部件(燃燒室、渦輪、加力燃燒器、尾噴口、火焰筒、渦輪葉片、導(dǎo)向葉片及渦輪盤)的推薦典型應(yīng)用材料。
因其強(qiáng)度高、加工硬化嚴(yán)重,攻絲很困難。κr =2°30′的修正齒絲錐可解決其攻絲難題。
用標(biāo)準(zhǔn)絲錐手動攻絲和機(jī)動攻絲是根本不可能的。用κr =2°30′(4#)修正齒絲錐干式攻絲的扭矩記錄曲線如圖4所示。
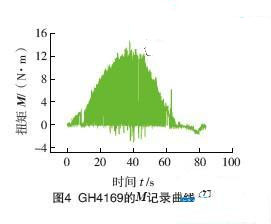
可看出:與TC4相比,用4#修正齒絲錐時(shí)M 約大160%,Mf 則很小僅占8%,但不能采用機(jī)動攻絲(夾頭打滑)。
4.3 高強(qiáng)度超高強(qiáng)度鋼
高強(qiáng)度超高強(qiáng)度鋼(F175,D406A)是具有一定合金元素含量的經(jīng)調(diào)質(zhì)處理得到的高強(qiáng)度(σb≥1GPa)超高強(qiáng)度(σb≥1.5GPa)的結(jié)構(gòu)鋼。
主要用來制造機(jī)器中各種關(guān)鍵承載零件。如:飛機(jī)起落架、固體火箭發(fā)動機(jī)機(jī)架、火炮炮管及炮彈彈體、高負(fù)荷砂輪軸、高壓葉片、重要齒輪與螺栓、發(fā)動機(jī)曲軸與連桿、花鍵軸等。因其強(qiáng)度太高、扭矩太大,攻絲十分困難。κr =3°30′(5#)修正齒絲錐可勝任其攻絲。
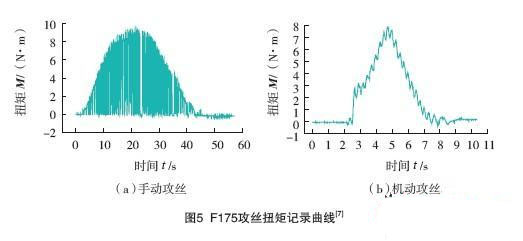
用κr =3°30′(5#)修正齒絲錐進(jìn)行干式攻絲時(shí),扭矩記錄曲線如圖5與圖6所示。
由圖5不難看出:用修正齒絲錐(5#)攻絲時(shí)的M 比TC4 攻絲時(shí)的大60%~90%,Mf 只占M 的3%~4% 以下。
由圖6可看出:用5#修正齒絲錐攻絲時(shí)的M 比攻絲TC4時(shí)大100%,Mf 只占M 的2%以下。
4.4 奧氏體不銹鋼1Cr18Ni9Ti
它是各類不銹鋼中耐蝕性好、強(qiáng)度較高、應(yīng)用※廣泛的一種,常用作抗磁儀表、醫(yī)療器械、耐酸容器及設(shè)備的襯里、汽輪機(jī)、輸送管道等設(shè)備和零件的材料。
因其伸長率大(達(dá)60%)、沖擊韌性大、切屑粘不易折斷,攻絲困難。κr =7°30′、γf =10°的2#修正齒絲錐可解決其攻絲難題。
在此,用標(biāo)準(zhǔn)絲錐進(jìn)行了手動干式攻絲,但機(jī)動未做,因?yàn)榍行级氯筂較大,絲錐在夾頭中打滑。用κr =7°30′(2#)修正齒絲錐進(jìn)行的手動與機(jī)動干式攻絲試驗(yàn)。扭矩記錄曲線如圖7所示。
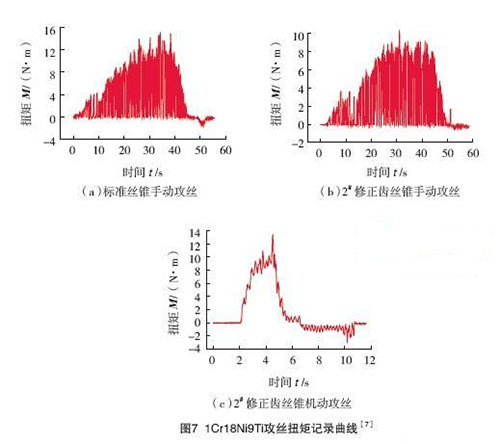
可以看出:(1)與TC4 相比,用標(biāo)準(zhǔn)絲錐攻絲時(shí)M 約為TC4 攻絲的50% 左右,摩擦扭矩Mf 不足10% ;(2)與TC4 相比,用修正齒絲錐攻絲時(shí)M 約比TC4 大80% 左右;(3)用修正齒絲錐攻絲時(shí)M 只為標(biāo)準(zhǔn)絲錐的70% 左右,Mf 不足2%。
另外,2#修正齒絲錐在vc=1.3m/min攻絲時(shí)切削溫度達(dá)180 ℃,vc=8m/min 時(shí)達(dá)260℃,與TC4 相當(dāng)。
選用性能好的切削液
選用性能好的切削液也是解決難加工材料高效攻絲的有效措施。使用4901(含氯極壓切削液)在TC4上手動攻絲時(shí)的效果較好(表3)。不難看出:使用4901作切削液用標(biāo)準(zhǔn)絲錐時(shí)的攻絲扭矩M 只是干式攻絲的60%,用修正齒絲錐時(shí)的攻絲扭矩M 只是干式攻絲的75%。即用4901時(shí)攻絲扭矩比干切可減小25%~35%。可見用含氯的極壓切削液在低速( 手動攻絲) 下有很好的潤滑作用,大大減小的是摩擦扭矩。

比如我司生產(chǎn)的航空、MJ系列專用絲錐0.112-48UNJF-3B 0.125-44UNJF-3B 0.138-40UNJF-3B 0.164-36UNJF-3B 0.19-32UNJF-3B 0.25-28UNJF-3B 0.3125-24UNJF-3B 0.375-24UNJF-3B 0.4375-20UNJF-3B 0.5-20UNJF-3B 0.5625-20UNJF-3B 0.625-18UNJF-3B 0.75-18UNJF-3B 0.875-18UNJF-3B 1.0-12UNJF-3B系列絲錐就是屬于美航航空標(biāo)準(zhǔn)絲錐等等。